每层热板配置两套模具工位,一套在机内进行热压硫化,另一套在机外进行脱模、装料和冷却。
通过推拉模装置实现模具的快速切换,硫化周期与装卸周期重叠,单机产能较传统单模具机型提升近一倍。
模具推拉采用液压驱动或手动操作,运行平稳、定位精准。
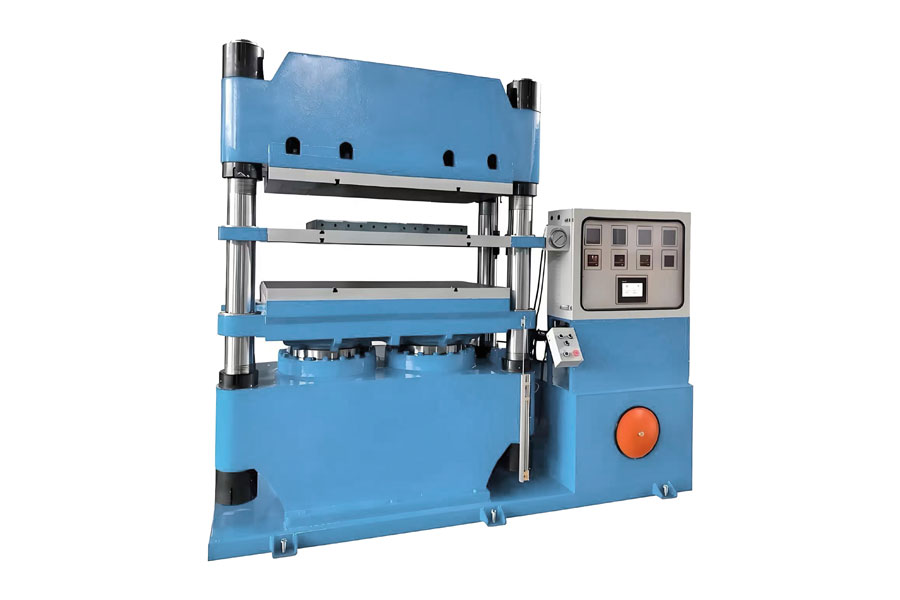
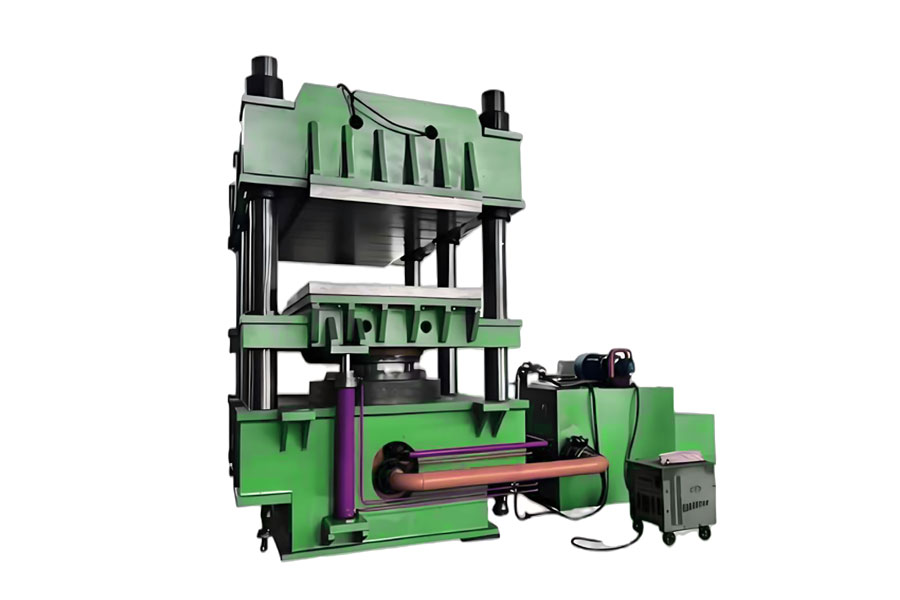
主机采用四柱式或框架式结构,上横梁、活动平台、下底座经有限元优化设计,刚性足、变形量小。
热板采用优质Q235或45#钢板经精密磨削加工,表面平整光洁,确保地砖厚度均匀、表面纹理清晰。
液压缸选用球墨铸铁材质,耐压耐磨,工作压力稳定可靠。
以PLC可编程控制器为控制核心,配合彩色触摸屏人机界面,实现硫化全流程自动化控制。
具备以下全自动功能:
自动合模/开模:液压驱动活动平台升降,运行平稳
自动排气:排气次数0-9次可设定,排出胶料中残留气体
自动补压保压:硫化过程中压力波动自动补偿,确保压力恒定
硫化计时与报警:达到设定时间自动开模并声光提示
工艺参数存储:多种地砖配方工艺一键调用
热板采用电加热方式,加热功率充足、升温迅速。
配备PID自整定温控模块,控温精度±2℃,热板表面温度均匀,确保地砖硫化程度一致 。
温度范围0-200℃可调,满足不同配方工艺需求。
操作面配置安全光幕或机械式安全挡杆,与控制系统互锁,误入作业区自动停机。
设有手动应急开模装置,可在断电情况下通过手动泵开模下降,保护模具与制品。
电气系统配备急停按钮与过载保护,运行安全可靠。
性能优势
| 优势维度 | 技术表现 |
| 产能倍增 | 每层双模具交替作业,硫化与装卸同步进行,单机产能提升近一倍 |
| 自动化程度高 | PLC全自动控制+自动补压排气,一人可看管多台设备 |
| 制品品质稳定 | 精准控温+恒定保压,地砖厚度均匀、纹理清晰、致密度高 |
| 操作便捷安全 | 推拉模装置+安全光幕+应急开模,操作省力、安全有保障 |
| 节能降耗 | 液压系统按需供压,保压阶段电机可停机,有效降低能耗 |
选配与定制能力
我司可根据客户产能及制品规格需求,提供以下定制化配置:
热板规格定制:550×550mm至1100×1100mm及以上,适配不同地砖尺寸
工作层数定制:1-4层可选,层数越多单次产出量越大
液压自动推拉模:升级液压驱动推拉模装置,减轻人工操作强度
框架式结构:大吨位机型推荐框架式结构,刚性更强、抗偏载能力更优
自动进出料联动线:配套自动称量投料机、冷却输送机,组成全自动地砖生产线